| 低压铸造模具表面喷砂清理应用 |
| 日期:2021-11-23 来源:港澳宝典专区资料库 阅读:1430 次 |
|
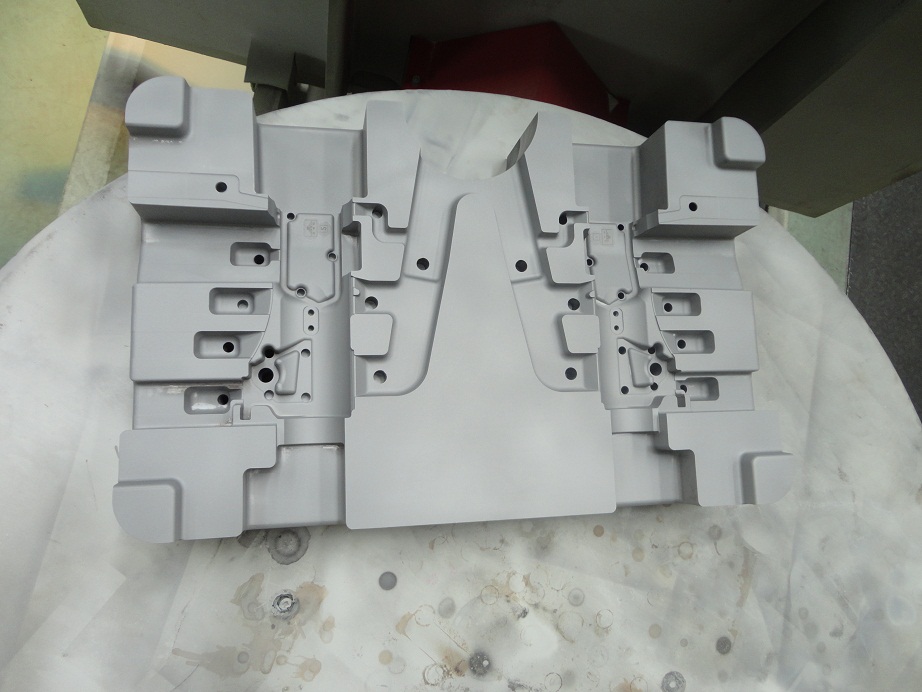
低压铸造模具喷砂工艺介绍 低压铸造模具是指相对于高压(重力金型)铸造模具细化的一项工业技术标准模具,此项工业技术模具可以追溯到上世纪初,主要是用于铝合金工业产业化的领域追至现代。现如今低压铸造模具多用于汽车相关部件,例如汽车气缸头、气缸体、刹车毂、离合器罩、轮毂、进气歧管。低压铸造模具为非标设计模具,工业领域使用中依靠其材料使用率极高的特点能极大降低生产成本。 操作低压铸造模具工艺为模具放在一个密闭的炉子上面,型腔的下面用一个管(叫升液管)和炉膛里的金属液相通。如果在炉膛中金属液面上加入带压力的空气,金属液会从升液管中流入型腔。待金属液凝固以后,将炉膛中的压缩空气释放,未凝固的金属从升液管中流回到炉中。控制流入炉膛空气的压力、速度,就可以控制金属流入型腔中的速度和压力,并能让金属在压力下结晶凝固。这种工艺特点是铸件在压力下结晶,组织致密,机械性能好;低压铸造用一个升液管将铸型直接和炉膛 连通,在压力的作用下,直接浇注铸型,不用冒口,浇口也很小。 二.喷砂工艺简介 吉川喷砂工艺是利用高速砂流的冲击作用清理和粗化基体表面的过程。它采用压缩空气为动力,以形成高速喷射束将喷料(石英砂、金刚砂、铁砂、玻璃砂等)高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化,由于磨料对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。 三.低压铸造模具喷砂工艺 1)依工艺特点低压铸造模具多次工作使用后,模具表面会残留使用时注入的涂料、工件原材料、添加剂等残余物质,模具使用后会残留烧结后的氧化物等等,对模具之后的使用工艺上会有严重影响,港澳宝典专区资料库于2002年开始研发制造关于针对清理低压铸造模具表面的设备——吉川干(湿)式喷砂机,此项工艺最主要的作用是将模具表面的所有残余物质和氧化层清理干净,并保持模具原有的物理特质。 2.低压铸造模具由于其质量较多的超于人力承受范围,港澳宝典专区资料库考量整个工艺多将喷砂工艺设计为转台式承重操作,即低压铸造模具的进出仓和喷砂时模具旋转过程均采用自动式机械特点,转盘自动旋转既省去人力转动的费时费力又可将喷砂操作上升为自动喷砂或者手自一体化工作状态; 3.据低压铸造模具上表面或者上表面和侧面需要喷砂清理残余物,在磨料的选型上,吉川公司推荐60-180号金刚砂(以白刚玉型居多),不仅满足表面清理要求而且致使模具崭新美观,此磨料的市场价值性价比最高; 4.低压铸造模具工艺要求特点需要表面物理质感均匀一致,因此吉川公司在研发制造此喷砂机设备期间经多次测试和验证得到喷砂清理时的压力和喷砂时间,在设计自动喷砂设备上对喷枪的布置、喷砂时间、喷砂喷枪摆动幅度均有严格的把握和经验,完全保证了喷砂后的模具效果。 2)吉川公司低压铸造模具喷砂工艺操作严格规范: 3)吉川公司低压铸造模具喷砂工艺使用后,模具表面无残余涂料、油污、脏物氧化物,最后用设备中压缩空气吹净抢吹干净;
|